MVe Classifier è un software avanzato per il controllo qualità e la classificazione dei componenti, progettato per soddisfare le esigenze dei moderni processi manifatturieri e industriali. Collocandosi nell’ambito delle applicazioni dell’Industria 4.0, MVe Classifier integra tecnologie digitali intelligenti per migliorare l’efficienza dei processi e la qualità dei prodotti nei sistemi di produzione.
Grazie all’analisi vibratoria combinata a metodologie avanzate di processamento dati, MVe Classifier consente uno studio dinamico approfondito dei sistemi meccanici, identificando con precisione eventuali difettosità. Sviluppato interamente da MechVib Engineering, il software sfrutta l’intelligenza artificiale e il machine learning per affrontare sfide complesse legate alla qualità dei prodotti.
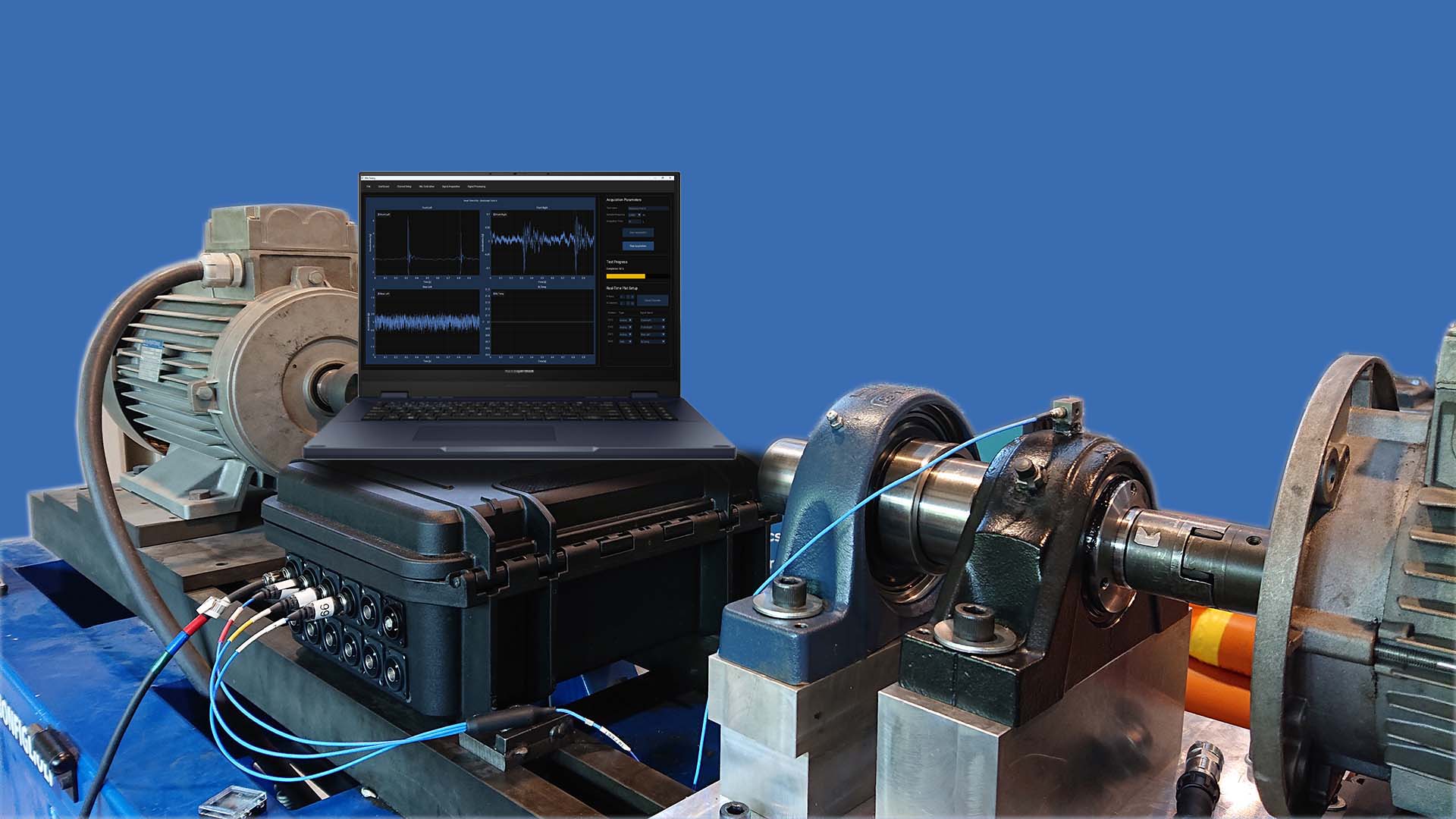
MVe Classifier è progettato per effettuare test di fine linea che individuano difetti di produzione prima della spedizione al cliente. Questo approccio consente di migliorare significativamente l’affidabilità meccanica, la sicurezza e le prestazioni del prodotto, offrendo alle aziende una serie di vantaggi tangibili:
- Riduzione dei costi: migliora l’efficienza delle operazioni di rilavorazione, ottimizzando tempo e risorse.
- Miglioramento della qualità: identifica i difetti prima della consegna, evitando malfunzionamenti e guasti sul campo.
- Soddisfazione del cliente: riduce i reclami e i resi, migliorando la percezione della qualità del prodotto e fidelizzando il cliente.
MechVib Engineering offre inoltre soluzioni di test personalizzate, adattabili alle specifiche esigenze del cliente. Queste possono essere implementate come sistemi stand-alone per misurazioni in situ o integrate con sistemi e PLC esistenti, garantendo flessibilità e massima compatibilità con le infrastrutture industriali.
Caso di successo: CNH Industrial
MVe Classifier ha trovato una delle sue applicazioni più innovative nel settore delle trasmissioni agricole di CNH Industrial, leader mondiale nel mercato dei macchinari agricoli e industriali. Grazie all’implementazione di un protocollo diagnostico basato su intelligenza artificiale, il software è stato integrato nei banchi prova di fine linea per ottimizzare il controllo qualità delle trasmissioni prodotte da CNH.
Attraverso l’uso di algoritmi di machine learning, MVe Classifier ha consentito a CNH di monitorare con precisione un’ampia gamma di parametri diagnostici, adattandosi ai ritmi produttivi della linea. Questo ha garantito un processo diagnostico robusto e semplificato, migliorando ulteriormente la qualità e l’efficienza operativa dei loro prodotti.
L’adozione del nostro software ha rappresentato un passo importante verso il rafforzamento delle strategie di qualità e innovazione di CNH, contribuendo a consolidare la loro reputazione per eccellenza produttiva e affidabilità. Grazie a questo approccio, CNH ha potuto ottimizzare risorse, tempi e processi, mantenendo i più alti standard di qualità richiesti dal mercato.